

【數(shù)控車削培訓(xùn)】端面車削加工的定義以及注意事項!
端面車削的定義
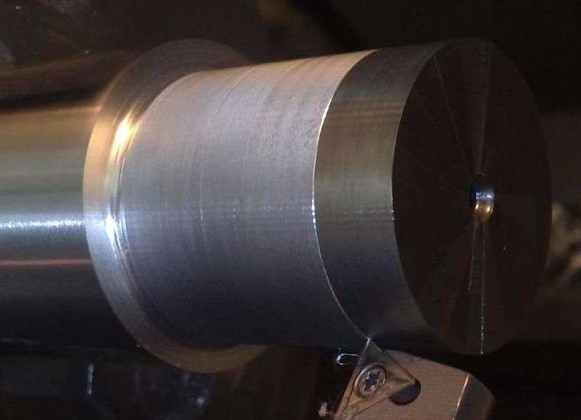
端面車削是指主切削刃對工件的端面進行切削加工。
1.車端面時注意事項
1)車刀的刀尖應(yīng)對準工件中心,以免車出的端面中心留有凸臺。
2)偏刀車端面,當(dāng)背吃刀量較大時,容易扎刀。背吃刀量ap的選擇:粗車時ap=0.5~3mm,精車時ap=0.05~0.2mm。
3)端面的直徑從外到中心是變化的,切削速度也在改變,在計算切削速度時必須按端面的最大直徑計算。
4)車直徑較大的端面,若出現(xiàn)凹心或凸肚時,應(yīng)檢查車刀和方刀架,以及大滑板是否鎖緊。為使車刀準確地橫向進給,應(yīng)將中滑板緊固在床身上,用小刀架調(diào)整背吃刀量。
5)端面質(zhì)量要求較高時,最后一刀應(yīng)由中心向外切削。
2. 車面的質(zhì)量分析
1)端面不平,產(chǎn)生凸凹現(xiàn)象或端面中心留“小頭”;原因是車刀安裝不正確,刀尖沒有對準工件中心,背吃刀量過大,車床有間隙滑板移動造成。
2)表面粗糙度差。原因是車刀不鋒利,手動走刀搖動不均勻或太快,自動進給量選擇不當(dāng)。
以上就是100唯爾(100vr.com)小編為您介紹的關(guān)于數(shù)控車削培訓(xùn)的知識技巧了,學(xué)習(xí)以上的【數(shù)控車削培訓(xùn)】端面車削加工的定義以及注意事項!知識,對于數(shù)控車削培訓(xùn)的幫助都是非常大的,這也是新手學(xué)習(xí)數(shù)控專業(yè)所需要注意的地方。如果使用100唯爾還有什么問題可以點擊右側(cè)人工服務(wù),我們會有專業(yè)的人士來為您解答。
本站在轉(zhuǎn)載文章時均注明來源出處,轉(zhuǎn)載目的在于傳遞更多信息,未用于商業(yè)用途。如因本站的文章、圖片等在內(nèi)容、版權(quán)或其它方面存在問題或異議,請與本站聯(lián)系(電話:0592-5551325,郵箱:help@onesoft.com.cn),本站將作妥善處理。
 向客服提問
向客服提問數(shù)控車削培訓(xùn)課程推薦

















數(shù)控專業(yè)熱門資料
數(shù)控專業(yè)技術(shù)文檔
- 1?呼和浩特工務(wù)段卓資東高鐵實訓(xùn)場建設(shè)項目議價采購二次公告
- 2鐵小微帶你看:大南鐵國家高鐵實訓(xùn)基地,超牛!
- 3尚義職教中心首屆高鐵專業(yè)學(xué)生赴北京實習(xí)實訓(xùn)
- 4技能展示 | 高鐵專業(yè)實訓(xùn)技能展示
- 5磨礪青春、出彩中職——高鐵專業(yè)實訓(xùn)風(fēng)采
- 6陜西長城鐵路技師學(xué)院,一所把高鐵實訓(xùn)搬進課堂的高等院校
- 7喜訊!喜訊!1:1仿真高鐵實訓(xùn)設(shè)備進入梧州電子科技學(xué)校
- 8云南工程職業(yè)學(xué)院高鐵實訓(xùn)基地建成啟用
- 9高鐵實訓(xùn)課走進無錫東站!
- 10職教標準I高等職業(yè)學(xué)校城市軌道交通通信信號技術(shù)教學(xué)標準


推薦閱讀